

Производственный процесс
Процесс производства продукта в основном имеет следующие моменты:
I. Контроль за сырьем
Проверка различного сырья, приобретенного, в основном состоит из химического состава, физических свойств, форм-фактора, точности и других предметов, которые будут храниться на складе после прохождения.
II. Обработка золота
Сырье (например, литье, сталь) обрабатывается (автомобиль, шлифование, сверление, фрезерование, строгание и т. Д.). Обработанные детали проверяются в соответствии со стандартами инспекции компании. После прохождения проверки они классифицируются и размещаются на складе и классифицируются как квалифицированные знаки. И номер детали.
Тест на гидростатическое давление
Различные компоненты под давлением были испытаны на гидростатическом давлении в соответствии с техническими стандартами. Минимальное испытательное давление в 1,5 раза превышает рабочее давление, а время удержания давления составляет 10 минут. После прохождения он будет классифицирован и храниться на складе и отмечен квалификацией и номером.
IV. Тест статического равновесия
Тест на статическое равновесие проводится для рабочего колеса, и допустимый баланс устанавливается в соответствии с размером рабочего колеса в соответствии со стандартами внутреннего контроля компании.
V. Проверка равновесия роторного агрегатора
Вал насоса сначала проверяется на мобилизацию, на основе положения подшипника, измеряется счетчик процентов, и допустимое отклонение контролируется в пределах 0-0,02 мм в соответствии с различными спецификациями. Тестирование баланса, в соответствии с требованиями GB9239-2006 стандарта G6.3.
VI. Полные эксплуатационные испытания
Тестирование производительности в соответствии с требованиями GB3216-2005 стандартов.
7. После того, как различные показатели эффективности будут квалифицированы, покрасьте и упаковайте в склад готовой продукции и ожидайте отправки.
Детали производственного процесса
Мы активно продвигаем научно-технические инновации и технологические исследования, активно внедряем новые технологии и новые процессы для производства и производства, чтобы постоянно и неуклонно улучшать качество продукции, постоянно повышать надежность использования продукции, и стремимся предоставлять высококачественные продукты и услуги для энергетической промышленности. Это зависит от надежной гарантии хорошего производства, а отличное производство зависит от совершенной технологии обработки. Только при выборе правильной технологии обработки можно производить высокоточные продукты. Ниже приводится подробное описание технологии производства и обработки основных компонентов продукта и передовых технологий:
1, корпус насоса, крышка насоса, всасывающая секция, средняя секция, секция выплевывания
Все пять деталей являются отливками, а также компонентами насоса под давлением и перегрузками по току.
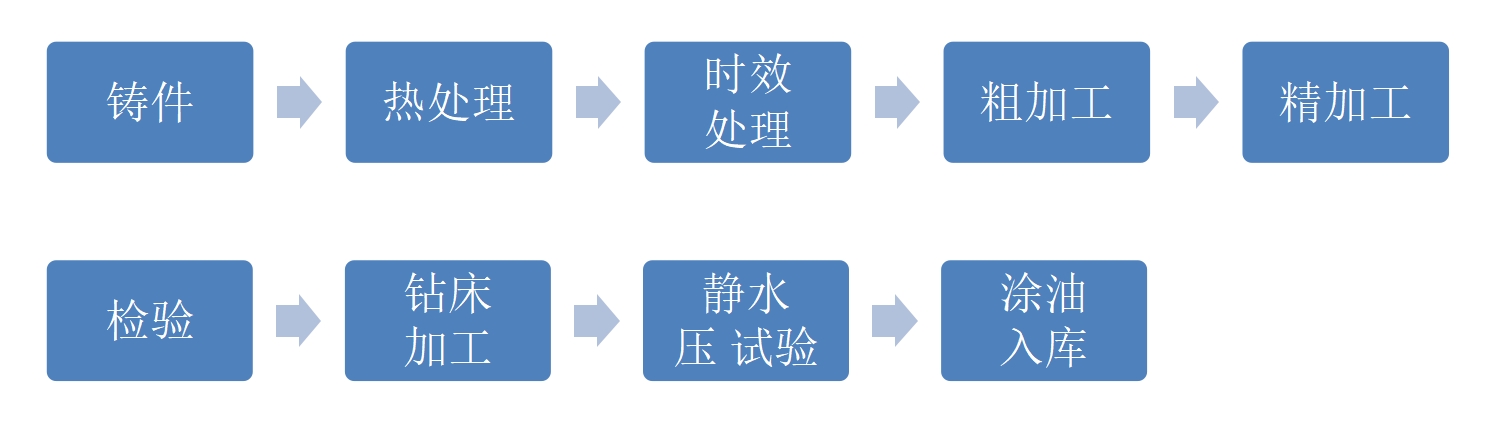
Отливки прецизионно отливаются. После литья они подвергаются термической обработке, такой как положительный огонь и закалка с механическими характеристиками. После термической обработки для обеспечения устранения напряжения выполняется искусственное старение (вибрационное старение, ультразвуковое старение), тем самым получая металлофазную ткань и структуру полностью стабильных литейных заготовок. Механическая обработка таких отливок делится на два этапа: грубую обработку и отделку. Основной целью грубой обработки является быстрое удаление избыточной части заготовки, определение определенной точности для точной обработки, небольшой запас резки, может эффективно уменьшить износ обработки инструмента, убедитесь, что обрабатываемая заготовка имеет высокую точность размеров и точность формы положения, строгий контроль заготовки после отделки, чтобы гарантировать, что размер заготовки и размер формы соответствуют требованиям чертежа, а затем в соответствии с требованиями чертежа для сверления и обрезки проволоки. После обработки заготовки, должны быть проведены гидростатические испытания под давлением, стандарт испытания гидростатического давления-«давление в 1,5 раза превышает фактическое рабочее давление заготовки и удерживает давление без изменений в течение 10 минут». Во время этого процесса не должно быть утечек и утечек. Производительность и безопасность. Из вышеуказанной серии процессов получаются полностью квалифицированные и стабильные детали, а затем наносится антикоррозийное масло на обрабатываемую поверхность и классифицируется на склад для хранения.
2, рабочее колесо, направляющие листья
Рабочее колесо и направляющие лопасти являются гидравлическими компонентами насоса, и их точность напрямую связана с гидравлическими характеристиками насоса. С этой целью моя компания приняла строгий процесс обработки направляющих лопастей рабочего колеса:
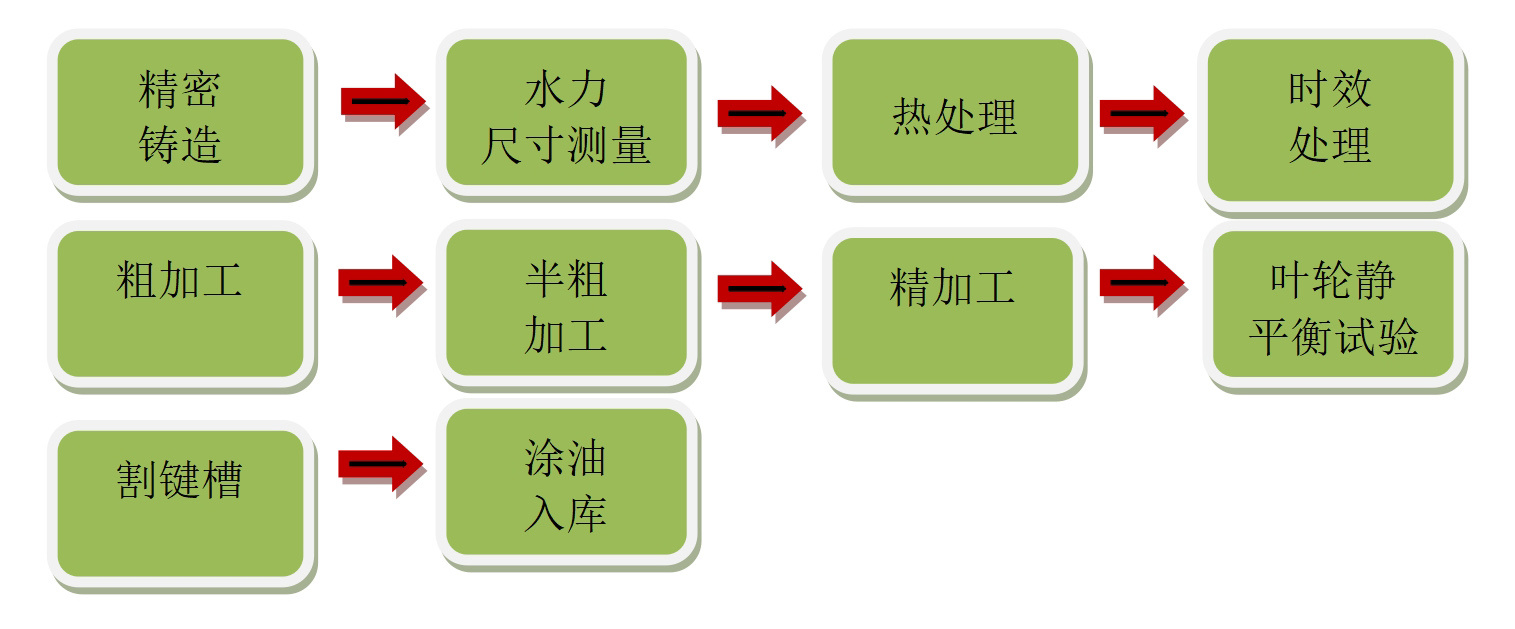
Форма и размер канала потока рабочего колеса и направляющей лопасти напрямую влияют на гидравлические характеристики. Чтобы обеспечить его точность, мы используем прецизионный метод отливки для получения, заготовки отливки, после очистки и шлифования, измерения размера канала потока и проверки шероховатости поверхности канала потока, процесс термической обработки и старения отливки может быть выполнен только после того, как геометрические размеры соответствуют требованиям чертежа. Грубая обработка рабочего колеса и направляющих лопастей в основном предназначена для удаления избыточного количества обработки и точного позиционирования конвективного канала, закладывая основу для центра проточного канала во время отделки и сборки. Завершено в зажимах для обеспечения точности формы и гидравлических характеристик заготовки. После тонкой обработки рабочее колесо подвергается испытанию на статическое равновесие. Точность испытания не ниже, чем в стандарте GB/T9239. После испытания на статическое равновесие оно может быть тяжелее на крышке рабочего колеса. Более одной трети толщины стенки крышки. Повторная проверка баланса рабочего колеса после восстановления веса. Когда количество дисбаланса достигает допустимого стандарта, вы можете войти в следующий процесс. Обработка шнурка выполняется с помощью станка для резки проволоки. Компьютерное управление обеспечивает симметрию шнурка рабочего колеса относительно оси отверстия. Степень и точность размеров. После полной обработки и проверки заготовка покрыта маслом на обрабатываемой поверхности и хранится в сортировке.
3. Ось
Вал-это механическая часть, используемая для поддержки вращения. В насосе вал имеет и крутящий момент, и изгибающий момент. Поэтому качество вала напрямую связано с надежной работой и сроком службы насоса. Моя компания использует следующие технологические процессы для обработки и изготовления вала насоса:
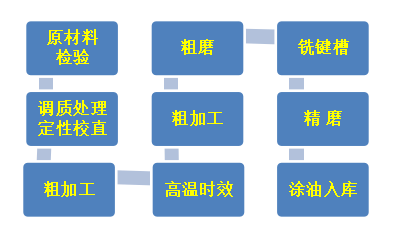
В валах компании используется высококачественная продукция Shougang Group. В дополнение к обычному контролю сырья, когда сырье поступает на завод, оно также должно использовать спектрометр для анализа и обнаружения химических элементов на валах, чтобы обеспечить высокое качество сырья. Квалифицированные материалы вала должны быть подвергнуты термообработке перед обработкой, разделенной на две части: кондиционирование и качественное выпрямление. Отрегулирование заключается в улучшении прочности, пластичности и ударной вязкости материала вала, так что вал имеет хорошие комплексные механические свойства. Достигает стабильного состояния природы. Обработка материала вала после кондиционирования и качественно выпрямления, удаление оксидного слоя на поверхности материала вала, оставление отделки 1,5 мм, а затем высокотемпературное старение, высокотемпературное старение, чтобы устранить изменение размера вала насоса в течение длительного периода использования, стабилизировать качество заготовки, после старения материал вала может быть обработан полугрубой обработкой. Материал вала обрезается на токарном станке, оставляя 0,4 мм в одностороннем порядке, и резьба каждой части обрабатывается. Затем верхняя круговая шлифовальная мельница грубо шлифовывает поверхность вала, оставляя односторонний запас 0,15 мм во время грубого шлифования и проверяя, что скачок в направлении составляет <0,04 мм. Разшлифуйте шлифовальный станок до требуемой величины чертежа, завершенный и квалифицированный вал смазывает на склад и висит вертикально.
4, ротор динамической балансировки
Перед сборкой каждого насоса должен быть предварительно установлен ротор, и каждое рабочее колесо и комплект передач должны быть прикреплены к валу, а гайки на обоих концах вала должны быть закреплены, тем самым образуя роторную часть насоса, а часть ротора должна быть установлена на машине для испытания на динамический баланс. Проверка баланса, пока его дисбаланс не будет соответствовать требованиям стандарта GB9239 G6.3. Проверьте, соответствует ли его дисбаланс требованиям, и повторно обработайте те, которые не соответствуют требованиям стандарта. Компоненты ротора, которые соответствуют динамическому балансу, указывают положение установки и направление окружности каждой детали и записываются. Вся машина должна быть полностью собрана в исходном положении.
5. Усовершенствованная технология втулки
Втулка вала находится в непосредственном контакте с наполнителем в насосе, трение с наполнителем во время работы насоса на высокой скорости, чрезвычайно быстрый износ, является изнашиваемым элементом в насосе, но при замене втулки необходимо разорвать насос, рабочая нагрузка на техническое обслуживание очень велика, если можно увеличить срок службы втулки вала, это значительно уменьшит нагрузку на техническое обслуживание единицы использования, таким образом, моя компания специально внедрила технологию обработки поверхности металла в миллиграмме для обработки поверхности втулки, миллиграммы могут использовать характеристики холодного пластика металла при нормальной температуре, чтобы выполнить экструзионное шлифование поверхности металла без абразива, так что металлическая поверхность достигает более идеальной шероховатости поверхности, в то же время улучшая твердость поверхности деталей, устойчивость к истиранию и усталостной прочности и усталостной жизни. Моя компания использует эту технологию для обработки втулки вала с шероховатостью поверхности Ra значение может достигать 0,2 или менее, а твердость поверхности увеличивается более чем на 20%, и значительно улучшает поверхностную износостойкость и коррозионную стойкость втулки вала. И фактическое использование в скважине доказало, что его срок службы более чем в три раза превышает срок службы обычных втулок, что эффективно снижает затраты на техническое обслуживание единиц использования.
Правила работы статического равновесия
1. После включения рабочего колеса отрегулируйте его до ---- R1 = нуля --- нажмите кнопку выполнения
2. Входной радиус рабочего колеса: экран показывает R1 = входной радиус (радиус = R-10 как 0105)
3. Нажмите снова, чтобы выполнить, экран показывает 5P = 0, а затем введите скорость (в соответствии с регулировкой внешнего диаметра рабочего колеса, например, скорость 800, когда R<200)
4. Отображение RUN после нажатия клавиши выполнения
5. Нажмите клавишу сброса --- отрегулируйте, чтобы перейти на --- калибровочную клавишу --- 1 --- 1
6. Нажмите кнопку выполнения, чтобы отобразить RUN --- нажмите кнопку «Включить» (зеленая кнопка), поверните рабочее колесо (индикатор HOLD, чтобы включить сигнал тревоги) --- PLL блестящий --- нажмите кнопку «Стоп» (красная кнопка)
7. Рабочее колесо вращается на 180 градусов
8. Нажмите кнопку выполнения, чтобы отобразить RUN --- нажмите кнопку «Включить» (зеленая кнопка), поверните рабочее колесо (индикатор HOLD включен) --- нажмите кнопку «Стоп» (система автоматически перезапускается)
9. После автоматического перезапуска --- отрегулируйте, чтобы перейти к ---- нажмите кнопку выполнения 2 раза --- Показать RUN
10. Нажмите кнопку «Включить» (зеленый)-C = 2, когда символы не отображаются, нажмите кнопку «Остановить» (красный)
Вес (г) скорость вращения
Степень C = 2
11. Посмотрите на степень дисплея-вес, удаленный с логотипа





Компания была создана в 1987 году
Компания занимает площадь 16460 квадратных метров.
Уставный капитал 110 млн. юаней
В настоящее время работают 126 человек
Менеджер Ян
Менеджер Чжан
Электронная почта